

Der Krieg in der Ukraine hat zu steigenden Erdgaskosten und damit auch zu stark gestiegenen Düngerpreisen geführt. Das macht Wirtschaftsdünger attraktiv: Nach einer Auswertung der Landwirtschaftskammer Nordrhein-Westfalen von April 2022 ist der Düngewert allein von Milchviehgülle von rund 6 €/m³ im Jahr 2019 auf fast 16 €/m³ im Jahr 2022 gestiegen.
Allerdings gibt es bei der Ausbringung von flüssigem Wirtschaftsdünger wie Gülle oder Gärrest aus Biogasanlagen im Vergleich zu Mineraldünger Nachteile wie höhere Transportkosten, aufwendigere Technik und Ertragsverluste u.a. wegen breiterer Fahrspuren auf dem Feld. Auch sorgen die stark gestiegenen Dieselkosten dafür, dass sich Gülle bzw. Gärrest trotz des höheren Düngewerts nicht rentabel über weite Strecken transportieren lässt.
Diese Situation führt dazu, dass die Aufbereitung von Gärrest zu mineraldüngerähnlichen Produkten attraktiver wird. Nach einer Auswertung des Bayerischen Landesamts für Umwelt (LfU Bayern) waren im September 2021 im Freistaat 99 Trocknungsanlagen für Gärrest in Betrieb und 32 in Planung.
Was für die Gärrestaufbereitung spricht
Neben der Düngerpreisentwicklung gibt es weitere Gründe für eine Gärrestaufbereitung:
- Verbesserung der Transportwürdigkeit, um Nährstoffe aus Überschussregionen zu exportieren,
- Verringerung der Lagerkapazitäten für den Gärrest,
- Wunsch nach Zusatzerlösen bei steigenden Substrat- und Betriebskosten,
- Nutzung von überschüssiger Abwärme – auch, um den Bonus für Kraft-Wärme-Kopplung (KWK-Bonus) zu nutzen (bis EEG 2012) oder der Verpflichtung nachzukommen, mindestens 60 % der Wärme zu nutzen (ab EEG 2012).
„Der verbesserte Nährstoffexport scheint für viele Betreiber ein wichtiger Grund zu sein“, erklärt Viktor Kaiser vom Referat Luftreinhaltung bei Anlagen am LfU Bayern, der die Daten ausgewertet hat. Denn die meisten Anlagen sind in Bayern in Regionen mit intensiver Tierhaltung entstanden wie Oberbayern, Niederbayern, Mittelfranken (vor allem im Landkreis Ansbach) und Schwaben.
Auch haben die Betreiber vor allem im Jahr 2017 in Trockner und Co. investiert (siehe Übersicht 1): In dem Jahr ist die Düngeverordnung novelliert worden mit einer Verlängerung der Lagerzeit für flüssige Wirtschaftsdünger auf bis zu neun Monate und einer Obergrenze von 170 kg N/ha für die Ausbringung von organischem Dünger.
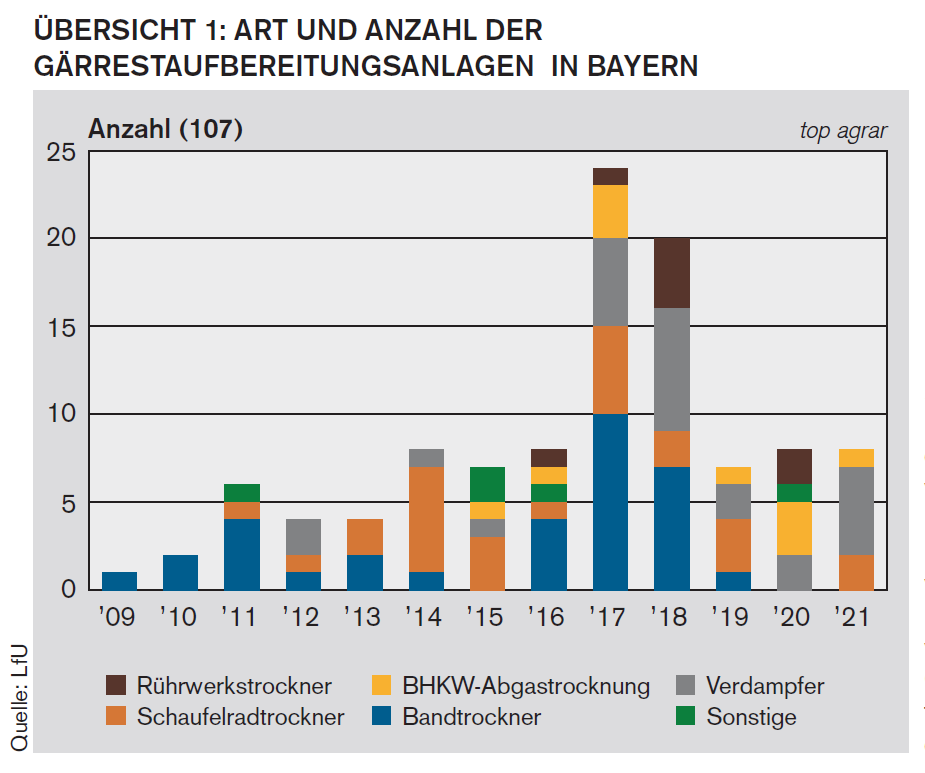
Beliebteste Verfahren: Bandtrockner, Schaufelradtrockner und Verdampfer
Wie die Auswertung des LfU weiter zeigt, überwiegen bei der Technik Bandtrockner, Schaufelradtrockner und Verdampfer (jeweils rund 30 Stück). Daneben gibt es je elf Rührwerkstrockner sowie Fabrikate, die das BHKW-Abgas direkt zur Trocknung verwenden (z. B. Rotationstrockner). Eher untergeordnet sind Techniken wie die solare Trocknung. „Die Zahl der Neuinstallation hat ab 2017 kontinuierlich abgenommen. Aber wir gehen davon aus, dass aufgrund der aktuellen Entwicklungen Anlagen zur Gärrestaufbereitung künftig wieder stärker gefragt sind“, sagt Kaiser.
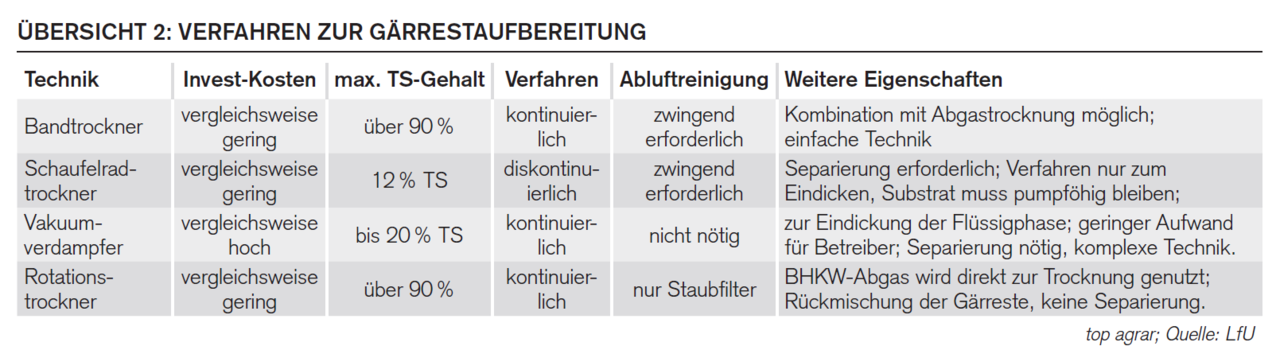
Das LfU Bayern hat die gängigsten Verfahren genauer unter die Lupe genommen – vor allem im Hinblick auf die Ammoniakemissionen (Übersicht 2). Ammoniak fällt bei allen Trocknungsprozessen von Gärresten an. „Denn Gärreste enthalten etwa 0,24 % Ammoniumstickstoff“, erklärt Kaiser. Dieser kann – je nach pH-Wert und Temperatur – entweder als NH4 oder als flüchtiges Ammoniak (NH3) vorliegen. Da im Trockner meistens Temperaturen zwischen 70 und 100 °C vorliegen und Gärreste einen pH-Wert von 8 bis 9 haben, liegen bis 90 % des Ammoniumstickstoffs als Ammoniak vor. „Wenn eine Anlage 10.000 t im Jahr trocknet, fallen demnach etwa 22 t NH3 pro Jahr an“, rechnet Kaiser vor.
BImSCHV und TA Luft: Neue Vorschriften
NH3-Emissionen schädigen die Umwelt, z.B. stickstoffsensible Biotope in der Nähe der Anlagen. Vorschriften zur nationalen NH3-Reduktion macht u.a. die 43. Bundes-Immissionsschutzverordnung (43. BImSchV), die die europäische NEC-Richtlinie in deutsches Recht umsetzt. Zudem ist die TA Luft im Dezember 2021 novelliert worden. „Für Ammoniak gibt es einen neuen Grenzwert von 10 mg/m³ in der Abluft von Gärresttrocknungsanlagen. Zudem müssen die Ammoniakemissionen um 90 % gegenüber dem Rohgas gesenkt werden“, erklärt der Emissionsexperte.
Ein weiterer Schadstoff ist Staub. Hier liegt der Grenzwert laut TA Luft ebenfalls bei 10 mg/m³. Staub tritt vor allem bei Trocknungsanlagen auf, die sehr hohe TS-Gehalte erzeugen wie Band- oder Rotationstrockner, hat das LfU festgestellt.
Ammoniak zu Ammoniumsulfatlösung (ASL) „waschen“
Während Staub aus dem Abgas mit Filtern entfernt werden kann, lässt sich der Ammoniakgehalt mit Chemowäschern reduzieren. Diese bestehen aus ein- oder mehrstufigen Rieselbettwäschern. Während der ammoniakhaltige Abgasstrom von unten durch die Füllkörperelemente strömt, wird von oben Waschwasser mit Schwefelsäure eingedüst. Schwefelsäure und Ammoniak reagieren zu Ammoniumsulfatlösung (ASL), die sich als Dünger ausbringen lässt. „Damit ist eine Ammoniakminderung von mehr als 90 % möglich“, sagt Kaiser. Ein weiterer Vorteil aus Sicht der Behörde: Bei diesem Verfahren bleiben Stickstoffverbindungen im erzeugten Düngemittel und werden nicht in die Luft abgegeben.

Als Nachweis für die Einhaltung der Grenzwerte auch im Dauerbetrieb schlägt er eine automatische Dokumentation über die Steuerungs- und Regelungstechnik vor – ähnlich, wie bei der Überwachung der Emissionen beim BHKW. „Offiziell ist eine wiederkehrende Messung alle drei Jahre vorgeschrieben. Aber das sind immer nur Momentaufnahmen am Tag der Messung“, sagt Kaiser.
Für besonders wichtig hält er die kontinuierliche Aufzeichnung und Dokumentation des Schwefelsäureeinsatzes und weiterer Betriebsparameter über Datenlogger bzw. Führen eines elektronischen Betriebstagebuchs. Dieses sollte u. a. enthalten:
- Input- und Outputmenge an verarbeiteten und erzeugten Stoffen,
- Betriebs- und Stillstandszeiten,
- Wartungsarbeiten,
- besondere Vorkommnisse.
„Mit diesen Maßnahmen ist der Betreiber auf der sicheren Seite, weil er damit die Auflagen erfüllen kann, dass die Ammoniakreduktion dauerhaft funktioniert“, erklärt Kaiser.


